

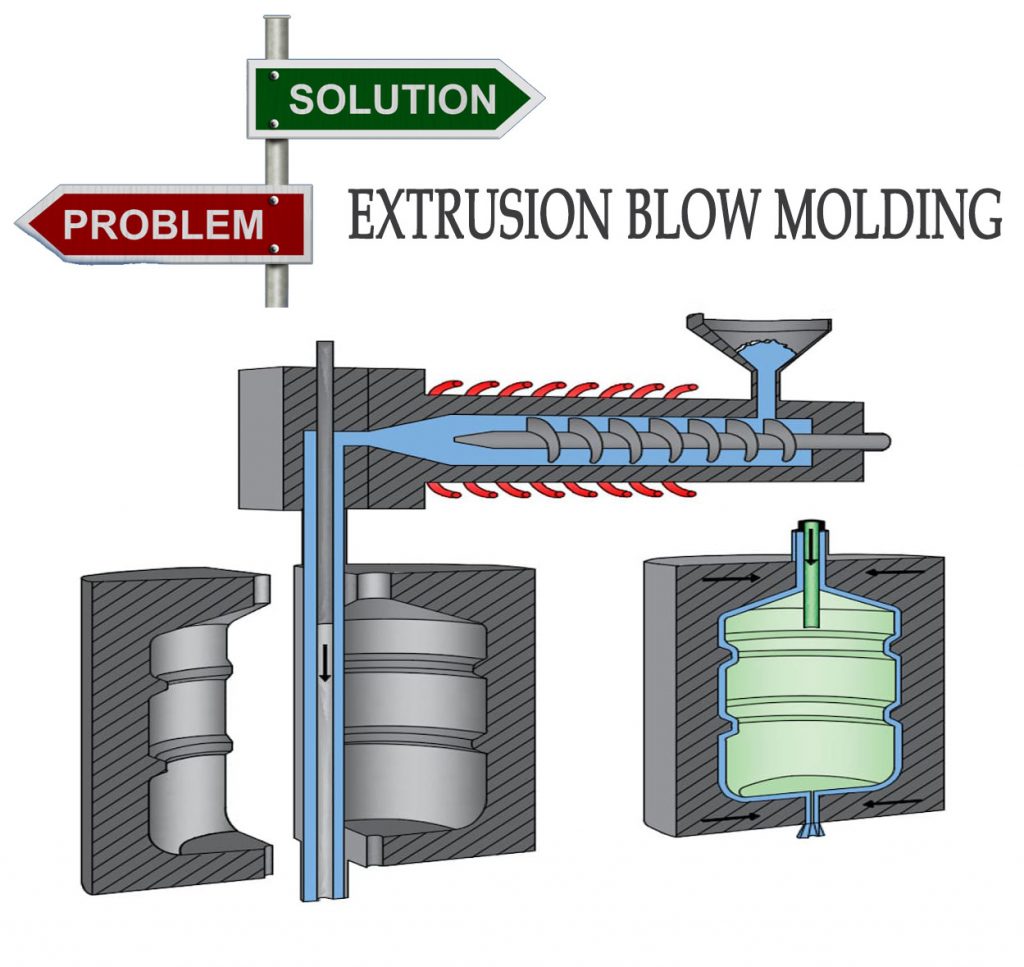
During extrusion blow molding process, some problems always accur whatever you take which brand blow molding machine. this is so called Troubleshooting. here list some common trouble shooting problems and solutions for fixing problems. for deep understanding, here also attached possible causes for this problem.
Bottle Blow-outs
Contamination on the resin is the most reason. Check for contamination in resin and regrinder
Moisture
Check resin for presence of moisture. dry the resin or dehumidificating the material before it goes into hopper.
Bridging in extruder feed section
Bridging in extruder feed section, it is also named sticking material on the feed section. Increase rear barrel zone temperature slightly to prevent voids forming in the melt.
Damaged moulds
Repair mould edges and pinch-offs to prevent holes forming along the seam.
Fill pressure too low (applicable to reciprocating screw blow moudling machines)
To prevent air entrapment, increase fill pressure until drooling occurs at dies, then reduce pressure a little until drooling just stops.
Mould closing speed too fast
Reduce mould closing speed to prevent formation of weak welds at the seams which may split when the bottle is trimmed and/or use clamp pause.
Pinch-off too sharp or too hot
Increase pinch-off land width so that it does not cut parison.
Increase cooling in pinch-off area.
Bottle Volume Bottle weight incorrect
Check bottle weight every hour and maintain to target.
Cycle time
Faster cycle times may increase parison and bottle temperatures and result in greater shrinkage.
High pressure blow psi setting
Should be at recommended setting to insure good contact of parison with the mould surface and consistent cooling.
Poor parison/mould contact
Clean mould vents.
Increase high pressure blow psi setting.
Extruder profile temperature
A higher stock temperature will result in higher parison and bottle temperatures and result in greater shrinkage.
Mould temperature
A higher mould coolant temperature will result in a higher bottle temperature and greater shrinkage.
Storage temperature
Higher ambient bottle storage temperatures and longer storage times will result in greater shrinkage.
Annealing conditions
Higher annealing temperatures and slower belt speeds will result in greater shrinkage.
Mould volume incorrect
Resize mould.
Volume inserts
Install or remove volume inserts.
Bubbles
Moisture in resin, Reduce cooling in feed throat if condensation is occurring here.
Check for moisture in resin and ensure resin handling system is water tight.
Fill pressure too low (applicable to reciprocating screw blow moudling machines)
To prevent air entrapment, increase fill pressure until drooling occurs at dies, then reduce pressure a little until drooling just stops.
Worn screw and/or barrel
Screw and/or barrel may need to be replaced.
Contamination
Dirty regrind Keep contaminants out of regrind; isolate regrind.
Hopper magnets fully loaded
Clean hopper magnets regularly.
Dust Install filters on air intakes and clean regularly.
Die Lines
Contamination or degraded resin Lower mandrel and purge, or if contamination is adhered, remove tooling and clean. Check for foreign matter in virgin resin and in regrind.
Low melt temperature
Check heaters and controllers, adjust so that stock temperature is in the recommended range.
Damaged die or mandrel
Replace tooling if scratches or nicks are present.
Indented Parting Line
Blow air pressure too low Increase blow air pressure.
Air entrapment
Clean mould vents.
Moulds not closing completely Increase clamp pressure.
Reduce blow air pressure.
Check mould alignment or damage that may prevent moulds closing.
Clean mould faces.
Increase preblow cushion time.
Mould temperature too high
Check mould cooling, especially around parting line
Reduce mould temperature.
Melt temperature too high Reduce feed zone temperature
Reduce die tip temperature.
Incorrect bottle weight
Underweight bottles can result in improper shearing and overweight can cause neck finish trimming issues.
Blow pin alignment or damage
Align blow pin centrally and at the correct elevation or replace if damaged.
Damaged shear steels
Replace shear steels.
Damaged pinch-off lands in thread area
Replace pinch-off lands.
Moulds misaligned
Check and replace mould pins and bushings.
Parison Swing or Hooking
Incorrect die adjustment Centre the die and ensure parison bolts are tightened.
Off-centre pressure ring
Centre the pressure ring.
Die temperature variation
Check head and manifold heaters and controllers, ensure die tip heaters are turned off after startup.
Air currents
Shield parisons from air draughts.
Dirty die/mandrel
Clean the die gap.
Melt temperature too low
Increase melt temperature.
Melt temperature too high
Reduce melt temperature.
Mould close speed too fast
Reduce mould close speed; introduce a clamp pause.
Mould temperature too high
Reduce mould temperature.
Pinch lands damaged
Refurbish or replace pinch lands.
Moulds not closing completely
Check mould alignment or damage that may prevent moulds closing.
Clean mould faces.
Flash volume too large or too small
Reduce or increase flash volume.
Excessive preblow or high pressure air too high coming on too early
Reduce preblow air and/or increase blow delay time.
Rough Surface on Bottle
Moisture condensation on moulds Dry the mould cavities or reduce humidity in moulding room.
Blow air pressure too low
Increase blow air pressure.
Check for leakage around neck rings, shear steel and blow pins.
Inspect pneumatic system including air regulator, valves and air filter.
Inadequate mould venting
Inspect and clean or repair mould vents.
Melt temperature too low
Increase melt temperature.
Bottle weight
Ensure weights are adjusted to target. If all bottle weights are varying, check shot pressure and accumulator precharge.
Choke adjustment
Tail lengths can be changed by adjusting the chokes.
Extruder screw rpm
Output is controlled by the screw rpm. Increase speed if tails too short and vice versa.
Barrel and/or screw wear (over-riding temperatures)
Replace barrel and/or screw.
Virgin/regrind ratio and consistency
Ensure consistent blending of virgin and regrind resin.
Surging Check for resin melting in barrel throat and ensure proper cooling.
Incorrect temperature profile
Check heaters and controllers, adjust so that stock temperature is in the recommended range.
Uneven head temperatures
Check temperatures, heaters and controllers.
Incorrect tension in V-belts
Tighten or replace V-belts.
Dirty hydraulic oil filter
Replace oil filter.
Worn seals, excessive oil by-pass in shot cylinder
Replace shot cylinder seals.
Worn thrust bearing centering bushing
Replace the centering bushing.
Webbed Handles
High melt temperature Reduce melt temperature to increase parison swell.
Preblow air pressure too low
Increase preblow air pressure, increase preblow time.
Parisons hooking
Adjust die to straighten parison.
Mandrel sleeve incorrectly positioned
Adjust sleeve to the full up position.
Mould/head alignment incorrect
Realign mould to catch the handle.
Low shot pressure
Check the Manitrol valve for proper setting.
Check the shot cylinder for leaks around seals and rings.
Check hydraulic pump for worn parts.
Check for low charge in nitrogen accumulator – if charge is lost, check for broken or leaking nitrogen bag.
Pneumatics issue
Check that the air lubricator is dispensing the correct amount of oil.
Check that the preblow air regulator diaphragm is not ruptured or has a dirty seat.
Ensure that the Ross valve is clean.
Check for dirt or faulty electrical connection in high/low pressure selector valve spool.
