Three techniques, blow molding products are hollowed; injection molded products will have a small flash, because of injection ports, another process is needed to cut the flash off, but if you carefully observe it and find it, The big feature on the rotomolding product is seamless, no injection.
Plastic molding and processing method
Plastic molding is a engineering technique, and the contents involved are various techniques that transform plastics into plastic products. One or more cases often occur during the transition process, such as the rheology of the polymer and the changes of physical, chemical properties.
Plastic molding method
1. Compression molding. Compression molding is also called molding, and is a molding method of molding in closed cavities with pressurization (generally heated). Typically, compression molding is suitable for thermoset plastics such as phenolic plastics, amino plastics, unsaturated polyester plastics, and the like.
Compression molding consists of three techniques, preheating and molding:
Pressure to improve product quality and improve molding efficiency, etc., the powder or fibrous molding is pressed into a constant shape.
Preheating to improve the processing properties of molding materials and shorten the molding cycle, and the molding is heated before molding.
Molding the required amount of plastic, closed mold, exhaust, maintained for a period of time under molding temperature and pressure, then releases the operation of the mold.
The main equipment for compression molding is a press and mold. The press is used * there is a self-sufficient hydraulic press, tonnage from tens of tons *** 100 tons. There is a presser press and a pressure press. The mold for compression molding is referred to as a pressed mold, divided into three types; overflow mold, half-range mold inquire mold.
The main advantage of compression molding is that the products that can be molded larger planes and can be produced, and the disadvantage is that the production cycle is long and the efficiency is low.
2. Laminate forming. The two or multi-layers of the same or non-identical material are combined with or without the binder, the two or more layers of the same or not the same material are combined into a holistic method.
Laminated forming common laminate operation, the dynamic pressure plate of such a press and a multilayer floating hot press plate is equipped with a multilayer floating hot press.
Laminated molding common reinforcing materials have cotton, glass cloth, paper, asbestos, etc., resin has phenolic, epoxy, unsaturated polyester, and some thermoplastic resins.
3. Cold pressure molding. Cold pressure molding is also called cold pressure sintered forming type, and the different points of common compression molding is molded at normal temperature. The molded mold is rehabilitated or cured by chemical effect. This method is mostly used in the formation of polytetrafluoroethylene, and is also used for some high temperature resistant plastics (such as polyimide, etc.). The general process is a blank-sintering-cooling three steps.
4. Transfer molding. Transfer molding is a molding method of thermosetting plastics. When molding, the mold is first heated in the heating chamber, and then pressed into the heated cavity cured molding. Transfer molding is in different forms of variety of equipment: 1 live plate; 2 tank; 3 plunger.
The transfer of molding to plastics is that the plastic should have a large fluidity before the curing temperature is not reached, and the curing rate must be highly cured. It can meet this required phenol, melamine formaldehyde and epoxy resin, and the like.
Transfer molded has the following advantages: 1 Product waste edge can reduce post-processing; 2 can mold with fine or fragile inserts and perforated articles, and maintain the correct position of the insert and the hole; 3 Product performance Uniform, accurate size, high quality; 4 molds are small. The disadvantage is that the manufacturing cost of the mold is higher than the compression mold; 6 plastic loss; 7 fiber reinforced plastic produces anisotropy due to the direction of fibers; 8 surrounded by plastics around insert, sometimes due to melting The intensity is reduced.
5. Low pressure molding. Use a molding pressure equal to or less than 1.4 MPa, a laminated method.
A low pressure molding method is used to manufacture enhanced plastic products. Enhanced materials such as fiberglass, textile, asbestos, paper, carbon fiber, etc. Most of the commonly used resins are thermoset, such as phenol, epoxy, amino, unsaturated polyester, silicone, etc.
Low pressure molding includes a bag pressing method and a spray method.
(1) Bag pressure molding. By the resilient bag (or other elastic separator), the reinforced plastic between the rigid mold and the elastic bag is uniformly pressurized by the reinforcing plastic of the rigid mold and the elastic bag. According to the method of fluid pressure, it can generally be divided into a pressurized bag, a vacuum bag press forming and a hot press form.
(2) Jet molding. When molding reinforcing plastic products, the short cutting fibers and resins are sprayed with a spraying and solidifying the mold to the article.
6. Extrusion molding. Extruded molding is also known as squeezing molding or extrusion, which is a method of continuously passing the mouthmoding type by heating and pressurizing in an extruder.
The extrusion method is mainly used in the formation of thermoplastic plastics, and can also be used in certain thermoset plastics. Extruded products are continuous profiles such as tubes, rods, wires, plates, films, wire cable cladding, and the like. In addition, it is also available for mixing, plastic granulation, coloring, and blending, and the like.
The extruded molding machine consists of a main part of an extruder, a transmission mechanism, a heating, a cooling system. The extruder has a screw (single screw and multi-screw) and two types of plunger type. The extrusion process of the former is a continuous, the latter is a batch.
The basic structure of a single screw extruder mainly includes a transmission, a feeder, a barrel, a screw, a head, and a port mold.
Extruder’s auxiliary equipment has a pre-treatment device (such as material delivery and drying), extrudate treatment equipment (setting, cooling, traction, cutting or roll roll) and production conditions control equipment.
Sign in. Equalization molding. The extrudation molding is one of the molding methods of thermosetting fibers reinforced plastics. Used to produce a profile of the sectional shape fixation, length is not limited. The molding process is to pull out the continuous fibers of the impregnated resin glue, and then further solidify the resin by the heating chamber and prepare a single-directional high intensity continuously enhanced plastic profile.
It is usually used for extruding forming resins having unsaturated polyesters, epoxy and silicone. Among them, unsaturated polyester resins are used * more.
The squeezing molding machine is typically composed of a fiber arrangement device, a resin tank, a preform device, a mouthmail and a heating device, a traction device, and a cutting device.
8. Injection molding. Injection molding (injection molding) is a method of homogenizing thermoplastic or thermosetting molding first in the heating cartridge, and is a method of pushing by a plunger or moving screw into a cavity of a closed mold.
Injection molding is almost suitable for all thermoplastics. In recent years, injection molding has also been successfully used to form certain thermoset plastics. The molding cycle of injection molding is short (a few seconds to a few minutes), and the quality of the molded article can be made of several tens of kilograms, which can be complex, the size is complex, the size is accurate, with a metal or non-metal insert. Therefore, this method is adaptable, high production efficiency.
The injection molding machine is divided into a plunger injection machine and a screw injection machine ***, consisting of injection systems, latch systems, and molded ***; its forming method can be divided into:
(1) Exhaust injection molding. Exhaust injection of the exhaust injection molding machine, is provided with an exhaust port in the middle of the cartridge, and is also connected to the vacuum system. When plastic is plasticized, the vacuum pump can put the contained water vapor, monomer, volatilize in plastics. Sexual substances and air are exhausted by the exhaust port; the raw materials do not have to be prepared, thereby increasing production efficiency and improving product quality. It is especially suitable for polycarbonate, nylon, organic glass, cellulose and other viable material molding.
(2) Flow injection molding. The flow injection molding can be used for a common moving screw injection. That is, the plastic is constantly plasticized and squeezed into a mold type cavity with a certain temperature. After the plastic is filled, the screw stops rotation, and the induced material is maintained at pressure at pressure, and then cools the styling. The flow injection molding overcomes the equipment limitation of the production of large articles, and the quality of the parts can exceed the amount of injection of the injection machine. It is characterized by the plasticized object not to store the cartridge, but constantly squeeze into the mold, so it is a method of combining extrusion and injection.
(3) Total injection molding. The co-injection molding is a method of using a syringe having two or more injection units, a method of different varieties or different color, simultaneously or injecting the mold. This method can produce a variety of color and / or multiple plastic composite articles, representative co-injection molding is two-color injection and multi-color injection.
(4) No track injection molding. Diversion is not set in the mold, while the extension nozzle of the syringe directly dispenses the molten material to the molding method in each of the cavities. During the injection, the plastic in the flow path maintains the molten flow state, and does not take out with the article when demolding, so the article does not have a flow path residue. This forming method not only saves raw materials, reducing costs, but also reduces process, can achieve automatic production.
(5) Reaction injection molding. The principle of reactive injection molding is to measure the reaction raw material after metering the mixing head, colliding in the mixed head, and then in a closed mold, rapidly curing, demolding, and extracting the article. It is suitable for processing of some thermoset plastics and elastomers such as polyurethane, epoxy resin, unsaturated polyester resin, silicone resin, alkyd resin. Currently used in polyurethane processing.
(6) Injection molding of thermoset plastics. Granular or reunified thermoset plastic, in a tube strict control temperature, by the action of the screw, plastic into a viscous state, under higher injection pressure, the material enters the mold in which the mold is crosslinked in the mold. The thermosetting plastic injection molding except for the changes in physical conditions, there is chemical variations. Therefore, there is a lot of difference in the molding apparatus and processing process with the thermoplastic injection ratio. The following table compares the difference in thermosetting and thermoplastic injection molding.
Comparison of thermoset and thermoplastic injection molding conditions
Process conditions thermosetting plastic thermoplastic
The cylinder temperature is low, the tube temperature is 95 ° C, the temperature control requirements are highly plasticized, and the tube temperature is 150 ° C, and the temperature control is not strict.
The time is short in the cartridge
Bottle heating method Liquid medium (water, oil) electric heating
Mold temperature 150 1 200 ° C below 100 ° C
Injection pressure 100-200MPa 35-140MPa
The amount of injection volume is small, and the shortage of the injectory tube is very small injection.
The injection molding of thermoset plastics * is much phenolic plastic.
9. Blow molding. By the gas pressure, the thermal fear of the closed in the mold is blown into a hollow article, or a method of tube blank without an engortion. This method is mainly used in the manufacture of various packaging containers and tubular membranes. Any of the melt index is 0.04 to 1. 1.12 is more excellent hollow blow molding, such as polyethylene, polyvinyl chloride, polypropylene, polystyrene, thermoplastic polyester, polycarbonate, polyamide, cellulose, and polycarphyl acetate. Acetal resin, etc., which is more than polyethylene.
(1) Injection blow molding. The injection molding method first makes the plastic in a bottoming blank, followed by moving the slab into a blow molding mold.
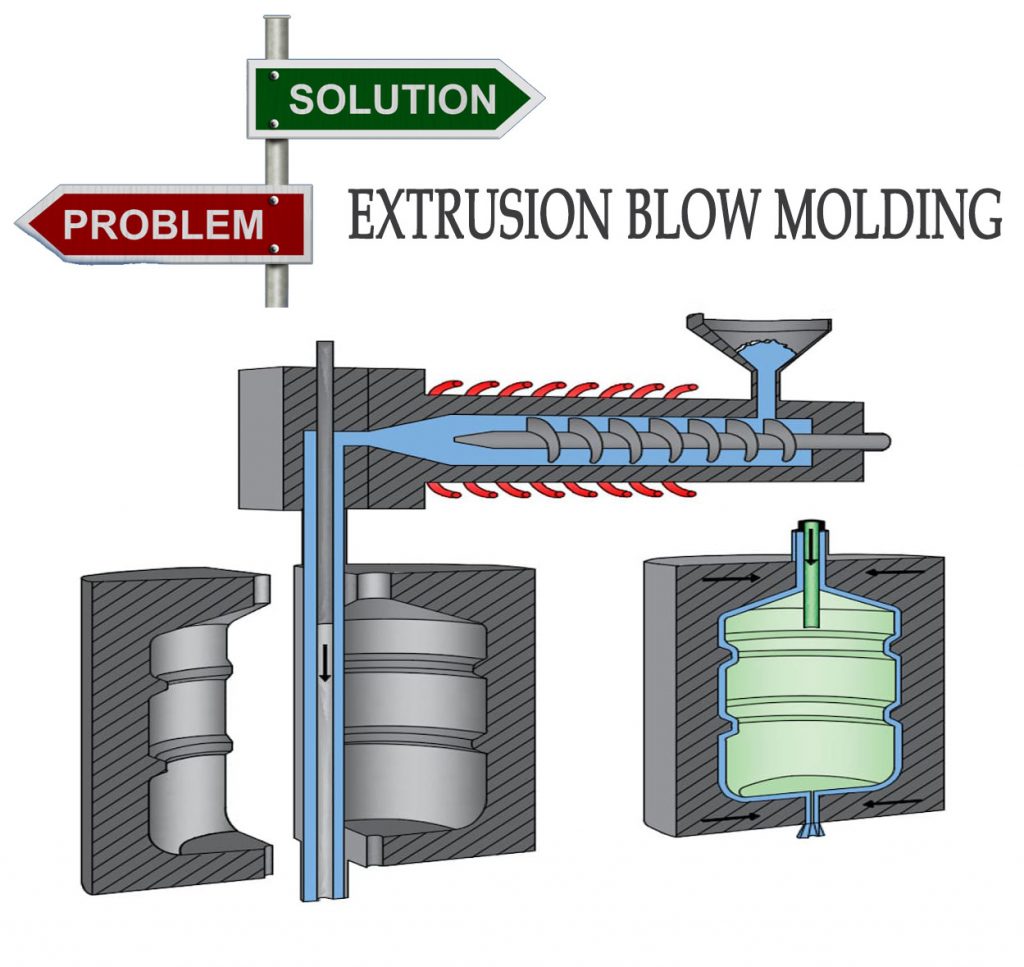
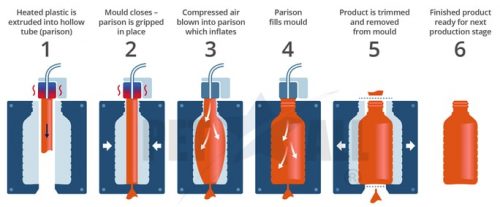
(2) Extrusion blow molding. The plastic is made into a bottomilation in a squeezing method, followed by moving the slab to the blow mold.
The injection molding and extrusion blow molding are different from the method of manufacturing the combination, and the blow molding process is substantially the same.
Blow molding equipment is mainly blown molded in addition to injection machine and extruder. The blow mold is typically synthesized from two petals in which a coolant channel is provided, and the small hole on the dividing surface can be inserted into a charging air blowing tube.
(3) Tensile blow molding. Tensile blow molding is a blow molding of biaxially oriented stretching, and the method is to prior to longitudinally stretching, and then blowing with compressed air to achieve lateral stretching. Tensile blow molding can increase the transparency, impact strength, surface hardness and rigidity of the article, suitable for polypropylene, polyethylene terephthalate (PETP) blow molding.
Tensile blow molding includes: injection type grab-oriented stretch blow molding, extrudate grab-oriented stretched blow molding, multilayer oriented tensile blow molding, compression molding oriented blow molding, etc.
(4) Blowing film method. A method of forming a thermoplastic film. The plastic extrusion is used in the line, and then the air blown to the tube is continuously expanded to a sized tubular film, and the folding roll is wound into a double flat film.
Plastic films can be manufactured in many ways, such as blow molding, extrusion, casting, calendering, casting, etc., extensive.
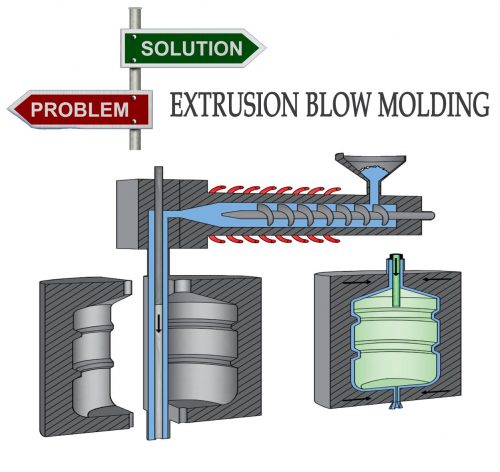
Here’s the picture for extrusion blow molding machine:

Special blow molding machine for medical products
This method is suitable for the manufacture of polyethylene, polyvinyl chloride, polyamide, and other films.
10. casting. In the case where no pressurization or slightly pressurize, the liquid monomer, the resin, or a mixture thereof is injected into the mold and becomes a method of solid-state. The casting method is divided into static casting, interlayed, centrifugal casting, plastic, rotary cast, horn molding and casting casting.
(1) Static casting. Static casting is a more simple and widely used in casting molding. This method often uses liquid monomers, partially polymerized or polycondensated slurry, polymers with a solution of the monomer, an assurement (such as initiator, curing agent, accelerator, etc.), or thermoplastic resin melt cast Cavity is formed.
(2) Fraction. Sedanging, also referred to, is a molding technique encapsulated by various samples, parts, and the like into the middle of the plastic. The insert is to be placed in a mold, injecting a liquid such as a monomer, a prepolymer or a polymer, and then polymerizes or cures (or hardening), demold. This technology has been widely used in the electronics industry. Plastic varieties for such molding techniques have pracemal, unsaturated polyesters, plexiglass and epoxy resins.
(3) Centrifugation. Centrifugal casting is a method of centrifuging tubular or hollow cylindrical article. The quantified liquid resin or resin dispersion is injected into the rotating and heated container (ie, the mold) by an extruder or a dedicated funnel, rotating from the single axis high speed (20 go to 2,000 per minute), The material is centrifuged to force distribution in the near wall portion of the mold. While rotating, the placed material can be cured, and then the article can be obtained by cooling or post-treatment. Enhanced fillers can also be added at the same time when molding reinforced plastic products.
Centrifugal casting is usually used in thermoplastic plastics having a small melt, better thermal stability, such as polyamides, polyethylene, and the like.
(4) Place it. Plastic is a method for molding hollow products. When molding, the plastic is blocked by the hollow mold of the people, straight *** to the specified capacity. The mold should be heated before the charge or after loading so that the material becomes a gel in the inner wall of the mold. When the gel reaches a predetermined thickness, the excess liquid material is poured, and then heating is heated to melt, and then the article can be exfoliated from the mold after cooling. Plastics for plastic are mainly polyvinyl chloride.
(5) Rotate cast. This method is to load liquid material into a closed mold to rotate it around the single axis or a multi-axis rotation at a lower speed (several tens of turn per minute), so that the material can be distributed in the inner wall of the mold by gravity. The product can be obtained from the mold by heating or cooling by heating or cooling. The use of a cylindrical article by a single axis, which is used to produce a sealed article.
(6) Rolling mold (rotational molding). A molding method similar to rotating casting is different, and the material thereof is not liquid, but a sintered dry powder. The process is to load the powder into the mold to rotate around the two mutually perpendicular shafts, heat and uniformly in the inner wall of the mold, and then obtain a hollow article from the mold.
Rolled using polyethylene, modified polystyrene, polyamide, polycarbonate, and cellulose plastic.
(7) casting casting. A method of making a film. When manufacturing, the liquid resin or resin dispersion is first flowing on a running carrier (typically a metal strip), then solidify (or harden) it with a suitable method, and then the film can be peeled from the carrier.
Plastics for the production of casting films include: copolymers of tsulide, polyvinyl alcohol, vinyl chloride and ethylene, etc., and some engineering plastics such as polycarbonate can also be used to produce cast film.
11. Hand confusted. Hand-made molding is also known as hand-made paper, contact molding, is one of the methods of manufacturing reinforcing plastic products. The method is to paint the reinforcing material on the mold of the release agent, and the product is applied to the desired thickness, and then obtain the article by curing and demolding. The synthetic resin used in the hand-formed form is mainly an epoxy resin and an unsaturated polyester resin. The enhanced material has a glass cloth, a rubbed square grind, glass felt, and the like.
12. Fiber wrapped around. The plastic article is enhanced to the core mold or mold in which the tension and a predetermined line type are controlled, and the plastic product is enhanced. This method is only suitable for manufacturing a cylindrical and spherical swivel. Common resins include phenolic resins, epoxy resins, unsaturated polyester resins, and the like. Glass fibers are a commonly used reinforcing material in shape, which have two types of twisted fibers and laminated fibers.
13. Rolling. The thermoplastic passes through a series of heated pressure rollers, and it is formed into a forming method of a film or sheet under extrusion and discharge. Puncha products include films, sheets, artificial leather and other coating products. The raw materials used in the calendering formation are mainly polyvinyl chloride, cellulose, modified polystyrene, and the like.
Rolling devices include calenders and other auxiliary machines. The translator is typically classified in the number of rollers and its arrangement. According to the number of rollers, the translator has a double roller, a three-roller, a four-roll, a five-roll, even *** roller, and is used in three rolls or four-roll pressure extension.
14. Coated. For anti-corrosion, insulation, decoration, etc., a method of coating a plastic thin layer (for example, 0.3 mm or less) on the surface of the fabric, paper, metal foil or plate or the like in liquid or powder form.
Coating method * Commonly used plastics are generally thermoplastic, such as polyethylene, polyvinyl chloride, polyamide, polyvinyl alcohol, polyethylvinyl chloride, and the like.
The coating process is hot-welded, fluidized spray, flame spray, electrostatic spray coating, and plasma spraying.
(1) Hot melt. The plastic powder is sprayed with compressed air, sprayed to a preheated workpiece surface, and the plastic is melted, and the cooling formation is formed.
(2) Fluidized spraying. The preheated workpiece is immersed in a container suspended with a resin powder, and the resin powder is melted and adhered to the surface.
(3) Flame spraying. A method of spraying is achieved by melting the fluidized resin through the tapered flame region of the spray port.
(4) Electrostatic spraying. The electrostatic field is caused by high pressure static electricity, that is, the work piece is grounded to positive level, and the plastic powder is sprayed with negative charge, and the plastic static is sprayed into the workpiece.
(5) Plasma spraying. The use of a plasma spray to become a high-speed high-energy plasma stream of 5500 ~ 6300 ° C with a high-speed high-energy plasma stream flowing through the plasma occurrence zone, and the volume is sprayed with a high-speed injection *** surface. A coating is formed.
15. Foaming. The foaming molding is the process of producing a microporous structure in plastic. Almost all of the thermoset and thermoplastics can be made into foam, commonly used resins include polystyrene, polyurethane, polyvinyl chloride, polyethylene, urea formaldehyde, phenolic, and the like.
The foam can be divided into two categories according to the bubble structure. The foam structure of the opening or closed cell is determined by the manufacturing method.
(1) Chemical foaming. A gas generated by a chemical reaction agent, a chemical reaction occurs by a chemical foaming agent, and a chemical reaction occurs, and the plastic melt is filled with bubble. The gas released during heating is carbon dioxide, nitrogen, ammonia, and the like. Chemical foam is often used in the production of polyurethane foam plastics.
(2) Physical foaming. Physical foaming is a method of dissolving into a gas or liquid in plastic, and then expanding or vaprating the foaming thereof. There are more plastic varieties of physical foaming adaptation.
(3) Mechanical foaming. The gas is mixed into the liquid mixture by mechanical stirring, and then the foam of the bubble hole is formed in a stereotype process. This method is often used in the isothenemonic formaldehyde resin, other applicable, polyvinyl formaldehyde, poly acetate, polyvinyl chloride sol, and the like.
16. Secondary molding. Secondary molding is one of the methods of plastic molding. The plastic profile or a slab is a method of acting as a desired shape by heating and external force.
(1) Thermoforming. The thermoforming is to heat the thermoplastic sheet ***, which is a molding method of the article using a suitable mold or fixture under gas pressure, liquid pressure or mechanical pressure. Many plastic thermoforms are many, which can generally be divided into:
The molded molding is made of single mode (positive mold or female mold) or molding, using external mechanical pressure or self weight, the sheet is made into a molding method of various articles, which is different from the molded molding of one processing. This method is suitable for all thermoplastics.
Differential pressure molding uses a single mode (positive mold or female mold) or molding, or without molds, the heating *** plastic sheet is adjusted to the mold, and after cooling. The molding method of the article. Differential compression molding can be divided into vacuum molding and air pressure molding.
The thermoform is particularly suitable for the manufacture of articles that are thin and surface area large. Commonly used plastics have various types of polystyrene, organic glass, polyvinyl chloride, ABS, polyethylene, polypropylene, polyamide, polycarbonate, and polyethylene terephthalate.
Thermoforming equipment includes a clamping system, a heating system, a vacuum, and a compressed air system, and a molding die.
(2) Double axis stretching. In order to reorder the molecules of the thermoplastic film or sheet, the two-way stretching process is made above the glass transition temperature. The pull-forward direction is carried out between the glass transition temperature and the melting point of the polymer, and the mechanical properties in the stretch direction are greatly improved and rapidly tensile and rapidly cooled to room temperature.
Polymers suitable for oriented with: polyvinyl chloride, polyethylene terephthalate, polymethylene chloride, polymethyl methacrylate, polyethylene, polypropylene, polystyrene, and certain benzene Ethylene copolymer.
(3) Solid phase molding. Solid phase molding is a method of molding molding into a product with a thermoplastic profile or blank in pressure. The molding process is below the molten (softened) temperature of the plastic (*** below the melting point 10-20 ° C). Both the solid phase molding. Among them, the plastic of the non-crystalline is often referred to as a thermoforming of high-elastic regions below the glass transition temperature, and the processing below the glass transition temperature is referred to as a cold formation or room temperature, and is often referred to as plastic. Cold machining method or normal temperature plastic processing.
The method has the following advantages: short production cycle; improve the toughness and strength of the article; the equipment is simple, can produce large and super-large products; cost reduction. The disadvantage is that it is difficult to produce complex and precise products; the production process is difficult to control, and the product is easy to deform and crack.
Solid phase molding includes: sheet rolling, deep stretching or sheet stamping, hydraulic molding, extrusion, cold punching, roller molding, etc.
17. Secondary processing. Plastic products or profiles after molding, process, such as machining, connection, modification, etc. The following table lists the methods of plastic secondary processing.
Plastic secondary processing method
Classification plus method
Mechanical processing saw, cut, rushing, car, planing, scraping, milling, drilling, grinding, polishing, sandblasting, kneading, thread processing, etc.
Laser processing, punch, engraving, etc.
Connection welding hot air, heating tool, laser, rotary friction, vibration friction, high frequency, ultrasound, induction, etc.
Bonding solvent, solution, hot melt, etc.
Mechanical screw, spring clip, spring latch, riveting, hinge, etc.
Surface decorative coating, solvent brightening, coating, printing, painting, hot printing, vacuum coating, spraying, plating, etc.